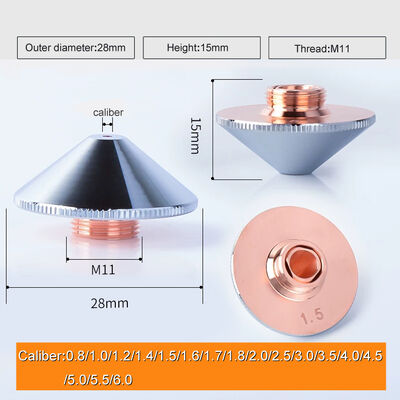
Boquilla Kjellberg .11.848.421.431 G2331Y Para boquilla de cortadora de plasma Kjellberg
Máquina de corte por plasma Kjellberg: HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i y así sucesivamente
Máquina Kjellberg: PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80, Fine Focus450, Fine Focus800, Fine Focus900 y así sucesivamente
Electrodo: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 y así sucesivamente.
Boquilla: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X, S2016X, S2514X, S2516X, S2518X, S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
Shanghai ZhouBo Welding & Cutting Technology company puede ofrecerle todos los consumibles de plasma para, Kjellberg, Esab, Koike, Komatsu, Thermadyne, tales como: electrodo, boquilla, escudo, anillo de vórtice, tapa interior, tapa de retención, tubo de agua, cuerpo de antorcha y así sucesivamente.
| Máquina |
Nº HEC |
Nº Thum |
Nº Ref |
Descripción |
|
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Acero al Carbono)
|
K94211 |
G901Y |
.11.848.201.142 |
Tubo de refrigeración |
| K94212 |
G902Y |
.11.852.201.142 |
Tubo de refrigeración |
| K94241 |
G931Y |
.11.848.401.142 |
Tubo de refrigeración |
| K0402 |
G002Y |
.11.848.221.300 |
Cátodo O2 |
| K0105 |
G015Y |
.11.848.231.350 |
Cátodo O2 |
| K0101 |
G011Y |
.11.848.231.320 |
Cátodo O2 |
| K0106 |
G016Y |
.11.848.231.360 |
Cátodo O2 |
| K0402 |
G092Y |
.11.848.401.310 |
Cátodo O2 |
| K7441 |
G101 |
.11.848.221.145 |
Guía de gas |
| K1466 |
G2006 |
.11.848.221.406 |
Boquilla O2 25A |
| K1467 |
G2007 |
.11.848.221.407 |
Boquilla O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
Tapa de boquilla |
| K641515 |
G4015 |
.11.848.201.1515 |
Tapa de gas de vórtice |
| K641220 |
G4020 |
.11.848.201.1520 |
Tapa de gas de vórtice |
| K44191 |
G501 |
.11.848.201.081 |
Tapa protectora |
| K0403 |
G003Y |
.11.848.221.310 |
Cátodo -O2 |
| K7442 |
G102 |
.11.848.221.146 |
Guía de gas |
| K1468 |
G2008 |
.11.848.221.408 |
Boquilla O2 50A |
| K14610 |
G2010 |
.11.848.221.410 |
Boquilla O2 80A |
| K14612 |
G2012 |
.11.848.221.412 |
Boquilla O2 120A |
| K14614 |
G2014 |
.11.848.221.414 |
Boquilla O2 160A |
| K14616 |
G2016Y |
.11.848.221.416 |
Boquilla O2 200A |
| K541228 |
G3028 |
.11.848.201.1628 |
Tapa de boquilla |
| K641522 |
G4022 |
.11.848.201.1522 |
Tapa de gas de vórtice |
| K641525 |
G4025 |
.11.848.201.1525 |
Tapa de gas de vórtice |
| K641530 |
G4030 |
.11.848.201.1530 |
Tapa de gas de vórtice |
| K04242 |
G032Y |
.11.848.421.310 |
Cátodo O2 |
| K04244 |
G034Y |
.11.848.421.330 |
Cátodo O2 |
| K74251 |
G121 |
.11.848.421.145 |
Guía de gas |
| K14826 |
G2326Y |
.11.848.421.426 |
Boquilla O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
Boquilla O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
Boquilla -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
Tapa de boquilla |
| K541419 |
G3219 |
.11.848.401.1619 |
Tapa de boquilla |
| K541429 |
G3229 |
.11.848.401.1629 |
Tapa de boquilla |
| K641745 |
G4345 |
.11.848.401.1545 |
Tapa de gas de vórtice |
| K641750 |
G4350 |
.11.848.401.1550 |
Tapa de gas de vórtice |
| K641755 |
G4355 |
.11.848.401.1555 |
Tapa de gas de vórtice |
Soporte Técnico:
Factores principales que conducen a un grave desperdicio de acero y suministros
Máquina de corte por llama y plasma CNC en el inicio de un gran número de empresas industriales, los fabricantes de máquinas de corte CNC en la producción de nivel de diseño y fabricación de máquinas herramienta CNC gradualmente maduro y estable. Pero en las circunstancias de la estructura de hardware y el nivel de fabricación de la máquina de corte CNC iguales o similares, debido a la falta de tecnología de software de corte NC, la máquina de corte NC en uso son comunes en el proceso de corte, la eficiencia de producción es baja, el desperdicio de acero y material son problemas graves, el rendimiento específico en los siguientes aspectos:
1. El sistema de control numérico no es estable: el usuario en la compra de la selección del sistema CNC de la máquina de corte CNC, persigue ciegamente la alta configuración de la computadora civil, la selección del sistema Windows, CPU y disco duro de alta frecuencia, ignorando la estabilidad del sistema de control numérico utilizado en la industria. Debido a la potencia de la CPU y el disco duro de alta frecuencia, el alto valor calorífico, especialmente en verano, el sobrecalentamiento interno del sistema CNC, lo que resulta en que el sistema CNC y la máquina de corte no funcionen, tienen que usar el sistema de control numérico para enfriar el ventilador industrial. Además, la CPU de alta frecuencia debe estar equipada con un ventilador, y el ventilador es fácil de desgastar, vida limitada, conduce fácilmente a daños en la CPU y la placa base, el daño por vibración del disco duro a la pista y los virus infecciosos causarán inestabilidad del sistema NC, lo que provocará la interrupción de la producción de corte.
2. sin el uso de software de anidamiento: en la compra de la máquina de corte CNC no compró el software de optimización de anidamiento, solo el uso de software CAD y software de conversión NC, dibujo y archivo de corte NC, o se llama al sistema NC en la biblioteca de piezas, en el archivo DXF o NC del sistema NC anidamiento manual de procesos, corte local, la máquina de corte CNC la mayor parte del tiempo en un estado inactivo de programación de anidamiento en espera, reduce en gran medida la eficiencia de producción de la máquina de corte CNC, también debido al corte local de la placa de acero, produjo una gran cantidad de materiales sobrantes o acero sobrante, el acero conduce a un grave desperdicio.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!