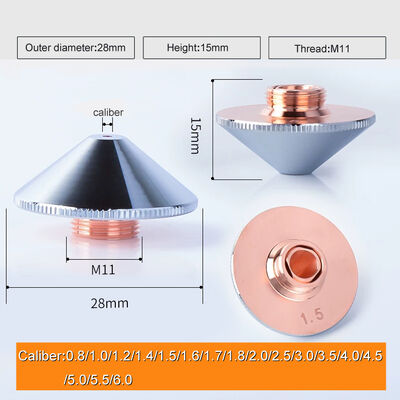
HSD130 Boquilla 220530 para máquina de corte de plasma
La empresa Shanghai ZhouBo Welding & Cutting Technology es un fabricante profesional de consumibles para cortadores de plasma.Máquina de corte por plasma HSD130 accesorios, consumibles por plasma.El HSD130accesorios de corte por plasma,El HSD130piezas de la linterna de plasma. boquilla del cortador de plasma Hyperherm 220489, boquilla de corte de plasma 220492, boquilla de 45A 220525, boquilla de 50A 220530, electrodo de hiperherm 220525, puntas del cortador de plasma 220487, hiperhermEl HSD130anillo giratorio 220529, 130A anillo giratorio 220488, HSD130 Escudo 220532, 220536, 220491, tubo de agua de corte de plasma 220937. tapa de retención de plasma 220578,
| Máquina |
HEC NO. |
El referente NO. |
Descripción |
|
HSD 130
|
H03528: el nombre de la empresa |
220528 |
El electrodo, el aire, 45/oxígeno, 50 amp |
| H02487 El contenido de la sustancia |
220487 |
El número de electrodos es el número de electrodos de oxígeno. |
| H03415: el nombre de la empresa |
220415 |
Los componentes de las máquinas de ensamblaje y de los equipos de ensamblaje y de los equipos de ensamblaje y de los equipos de ensamblaje deberán estar equipados con un dispositivo de ensamblaje y un dispositivo de ensamblaje y de ensamblaje. |
| H3401 y H3402 |
220529 |
Anillo de remolino, aire 45/oxígeno 50 AMP |
| H72488 El contenido de H72488 |
220488 |
Anillo de remolino, aire 130/oxígeno 130Amp |
| H13525 |
220525 |
Nozzle, 45Amp (aire) |
| H13530: No se pueden utilizar. |
220530 |
Nozle, 50 AMP (oxígeno) |
| H13492 y H13492 |
220492 |
Nozle, 130 A (aire) |
| H13489 (incluidos los productos de limpieza) |
220489 |
Nozzle, 130Amp (oxígeno) |
| H13535: No se pueden utilizar. |
220535 |
Las emisiones de gases de efecto invernadero se calcularán en función de las emisiones de gases de efecto invernadero. |
| H33578, H33588, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, |
220578 |
El límite de retención es de 45/50/130Amp (aire, oxígeno) |
| H3403 y H3404 |
220534 |
El límite máximo de retención 45/130Amp (N2 y F5,H35) |
| H2O y H2O |
220532 |
Escudo, aire 45/oxígeno 50 AMP |
| H2203 y H2204 |
220536 |
El escudo, 130Amp (aire) |
| H2401 y H2402 |
220491 |
El escudo, 130Amp (oxígeno) |
| H03415: el nombre de la empresa |
220415 |
Los componentes de las máquinas de ensamblaje y de los equipos de ensamblaje y de los equipos de ensamblaje y de los equipos de ensamblaje deberán estar equipados con un dispositivo de ensamblaje y un dispositivo de ensamblaje y de ensamblaje. |
| H03535 |
220535 |
Las emisiones de gases de efecto invernadero se calcularán en función de las emisiones de gases de efecto invernadero. |
| H3403 y H3404 |
220534 |
El límite máximo de retención 45/130Amp (N2 y F5,H35) |
Apoyo técnico:
Tecnología de corte por plasma
Mejorar la calidad de corte de los diez pasos
7 torcha de corte y pieza de trabajo perpendiculares a
Si la antorcha de corte y el material no son verticales, se cortará la ranura en ángulo.
8 confirma la dirección de corte
El lado bueno está siempre en la superficie de corte a lo largo de la dirección de caminar en el lado derecho de la antorcha (suponiendo que el uso de anillo de vórtice es correcto)
9 fijar la distancia de arco inicial
En el sistema de corte mecánico basado en la línea de guía de la distancia de arranque del arco (véase el cuadro Rev. Intervalo de ajuste del arco), ajustar manualmente la distancia inicial del arco de arranque.El regulador de tensión de bloqueo está muy regulado hasta que se determinen el corte de ensayo y otros parámetros.
4, ajustar la velocidad de corte
Seleccione la velocidad de corte inicial de acuerdo con el diagrama de corte en el manual de operación.Y luego ajustar la velocidad de corte para obtener el ángulo correcto de corte del arco.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!