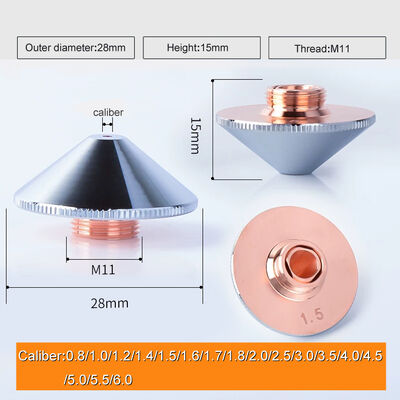
Máquina de corte de plasma, máquina de corte HSD130, tapa de escudo 220532.
Shanghai ZhouBo soldadura y tecnología de corte de la compañía son un fabricante profesional de consumibles de cortador de plasma, Nuestra empresa se encuentra en la ciudad de Shanghai, China, se estableció en 2007,Pero teníamos 10 años de experiencia en fabricación en este campo., la nueva fábrica cubre un área de más de 10000 metros cuadrados. Hay 50-100 trabajadores y 20 ingenieros de investigación.
Preguntas frecuentes:
P1: ¿Puedo obtener una muestra gratuita para comprobar la calidad?
R: Claro, podemos suministrar las muestras gratuitas, pero usted necesita soportar el costo expreso por sí mismo.
P2: ¿Puedo pagar el cargo del transportista?
R: Sí, usted tendrá que pagar el cargo expreso o su cuenta está bien.
P3: ¿Puedo añadir mi marca en mis productos?
R: Sí, necesitamos su certificado de autorización.

| Máquina |
HEC NO. |
El referente NO. |
Descripción |
|
HSD 130
|
H03528: el nombre de la empresa |
220528 |
El electrodo, el aire, 45/oxígeno, 50 amp |
| H02487 El contenido de la sustancia |
220487 |
El número de electrodos es el número de electrodos de oxígeno. |
| H03415: el nombre de la empresa |
220415 |
Los componentes de las máquinas de ensamblaje y de los equipos de ensamblaje y de los equipos de ensamblaje y de los equipos de ensamblaje deberán estar equipados con un dispositivo de ensamblaje y un dispositivo de ensamblaje y de ensamblaje. |
| H3401 y H3402 |
220529 |
Anillo de remolino, aire 45/oxígeno 50 AMP |
| H72488 El contenido de H72488 |
220488 |
Anillo de remolino, aire 130/oxígeno 130Amp |
| H13525 |
220525 |
Nozzle, 45Amp (aire) |
| H13530: No se pueden utilizar. |
220530 |
Nozle, 50 AMP (oxígeno) |
| H13492 y H13492 |
220492 |
Nozle, 130 A (aire) |
| H13489 (incluidos los productos de limpieza) |
220489 |
Nozzle, 130Amp (oxígeno) |
| H13535: No se pueden utilizar. |
220535 |
Las emisiones de gases de efecto invernadero se calcularán en función de las emisiones de gases de efecto invernadero. |
| H33578, H33588, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, H33589, |
220578 |
El límite de retención es de 45/50/130Amp (aire, oxígeno) |
| H3403 y H3404 |
220534 |
El límite máximo de retención 45/130Amp (N2 y F5,H35) |
| H2O y H2O |
220532 |
Escudo, aire 45/oxígeno 50 AMP |
| H2203 y H2204 |
220536 |
El escudo, 130Amp (aire) |
| H2401 y H2402 |
220491 |
El escudo, 130Amp (oxígeno) |
| H03415: el nombre de la empresa |
220415 |
Los componentes de las máquinas de ensamblaje y de los equipos de ensamblaje y de los equipos de ensamblaje y de los equipos de ensamblaje deberán estar equipados con un dispositivo de ensamblaje y un dispositivo de ensamblaje y de ensamblaje. |
| H03535 |
220535 |
Las emisiones de gases de efecto invernadero se calcularán en función de las emisiones de gases de efecto invernadero. |
| H3403 y H3404 |
220534 |
El límite máximo de retención 45/130Amp (N2 y F5,H35) |
Apoyo técnico:
A. No
Los problemas de las máquinas de corte de plasma requieren atención
La selección de los parámetros de corte de la máquina de corte de plasma CNC es muy importante para la calidad de corte, la velocidad de corte y la eficiencia.El uso correcto de la máquina de plasma CNC para el corte rápido de alta calidad, los parámetros del proceso de corte deben ser comprendidos y dominados en profundidad.
1, corriente de corte: es el parámetro más importante del proceso de corte, determina directamente el espesor y la velocidad de corte, es decir, la capacidad de corte.un aumento en la energía del arco, la capacidad de corte, la velocidad de corte se incrementa; 2, el corte aumenta la corriente, el aumento del diámetro del arco de arco variable en bruto hace la anchura de la incisión; 3,Cortar el embajador de corriente a la boquilla aumenta la carga de calor, la boquilla de daño prematuro, la calidad de corte de la decadencia natural, ni siquiera puede cortar normal.Así que la corriente de corte y la boquilla correspondiente debe ser elegido de acuerdo con el grosor del material antes de cortar.
2, velocidad de corte: mejor rango de velocidad de corte según el equipo seleccionado o probado para determinar, debido al grosor del material, diferentes materiales, punto de fusión alto,conductividad térmica y fusión, tensión superficial y otros factoresEl rendimiento principal: 1, la velocidad de corte se puede mejorar para mejorar la calidad del corte, es decir, una incisión ligeramente estrecha,la superficie de la incisión es más lisa2, la velocidad de corte es demasiado rápida para que la energía de la línea de corte sea inferior al valor requerido,cortar costura en el chorro no puede derretir rápidamente cortar derretir inmediatamente soplado y la formación de mayor resistencia3, cuando la velocidad de corte es demasiado baja debido a que el corte es de ánodo de arco de plasma,para mantener la estabilidad del arco, el punto del ánodo o la región del ánodo debe de la costura de corte de arco reciente encontrada cerca del lugar de la corriente de conducción, al mismo tiempo pasará más calor a un chorro radial, por lo que la incisión se hizo ancha,en ambos lados de la muesca de material fundido en la agregación y coagulación de la brida inferior, la forma no es fácil de limpiar la escoria colgando, y el margen de incisión debido al calentamiento excesivo y la fusión y la formación de filete.el arco incluso pondrá fueraSe puede ver que la buena calidad de corte y la velocidad de corte no se pueden separar.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!